Mathsi打样机安全操作指导书
一、设备用途与工作原理
用于技术科小样染色,利用均匀压辊,左右施加压力将混合后的染液均匀挤压于纤维中,并在常温下堆置一定时间,使染料渗透与纤维发生共价键结合固着于纤维中,再通过皂洗去除多余浮色,为大货生产奠定基础配方。
二、安全开机步骤
设备标识:电源开关(a)、指示灯(b)、车速调节(c)、转运踏板(d)、施压引擎(e)、气压阀(f)、压力表(g)
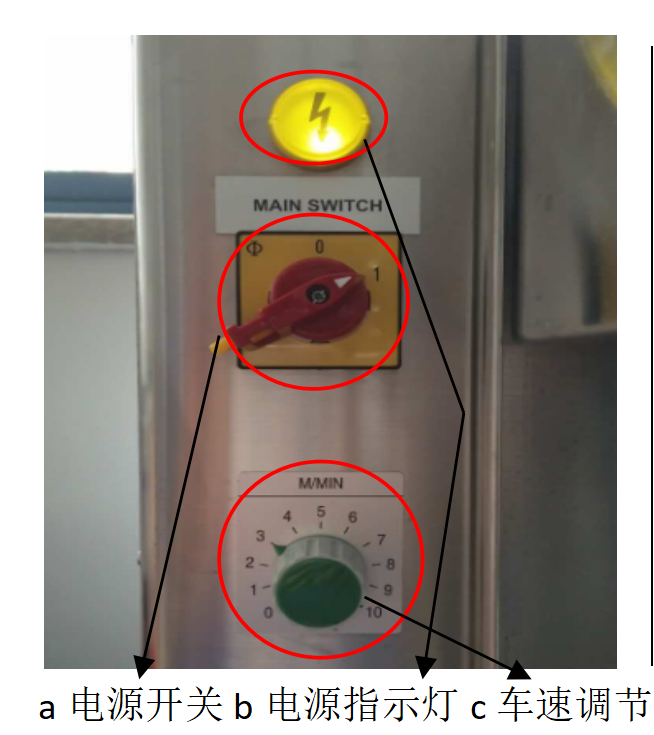
a/b/c 电源/指示灯/车速

d 转运踏板开关
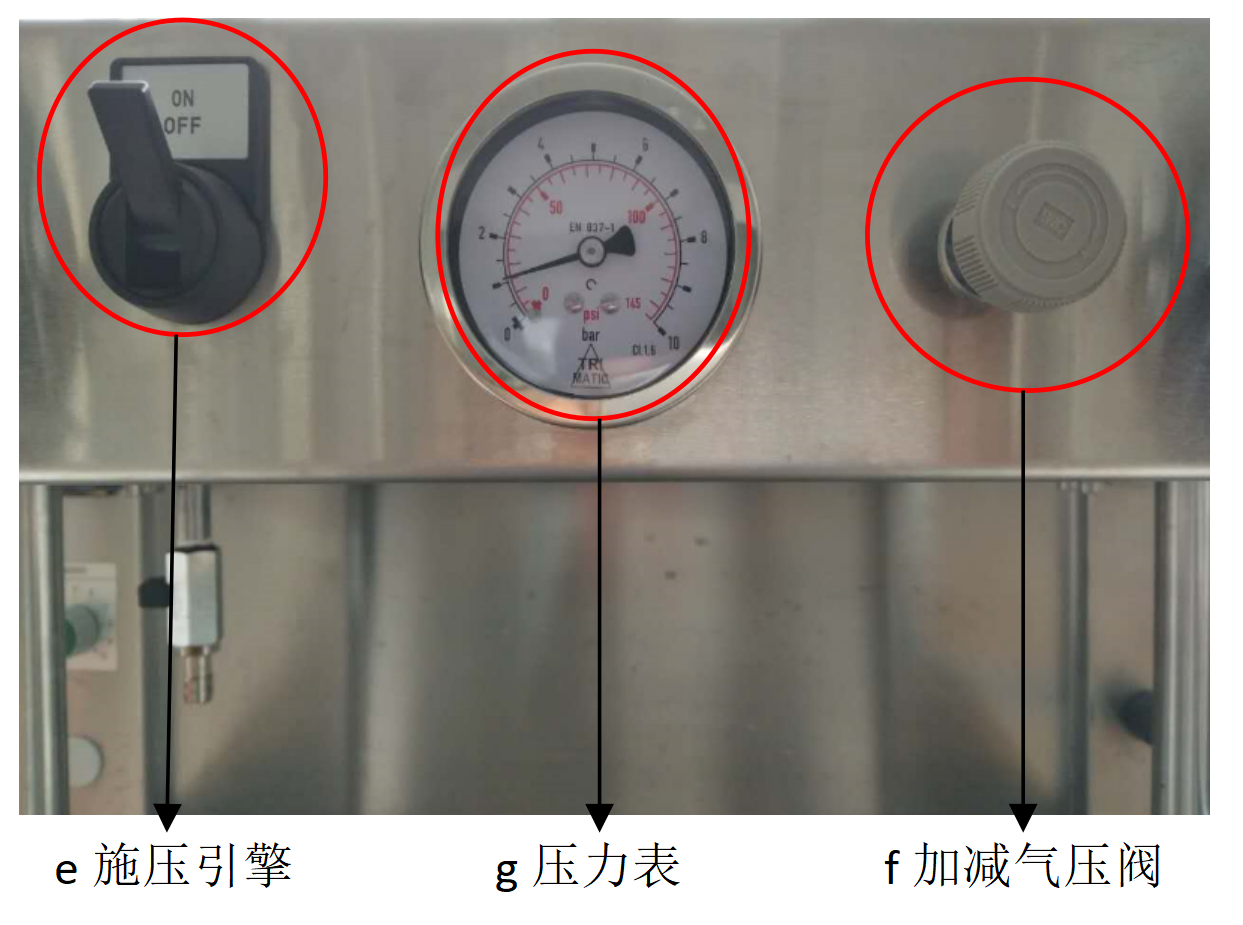
g 压力表
设备整体
- 检查压辊表面是否有杂物,扭动红色电源开关,黄色电源指示灯亮,调节车速。
- 轻轻用脚踩一下转动踏板,均匀小轧辊转运。
- 向上打开施压引擎,顺时针慢慢扭动加压阀,均匀小轧车合闭,气压指针转动到指定气压。
三、安全关机步骤
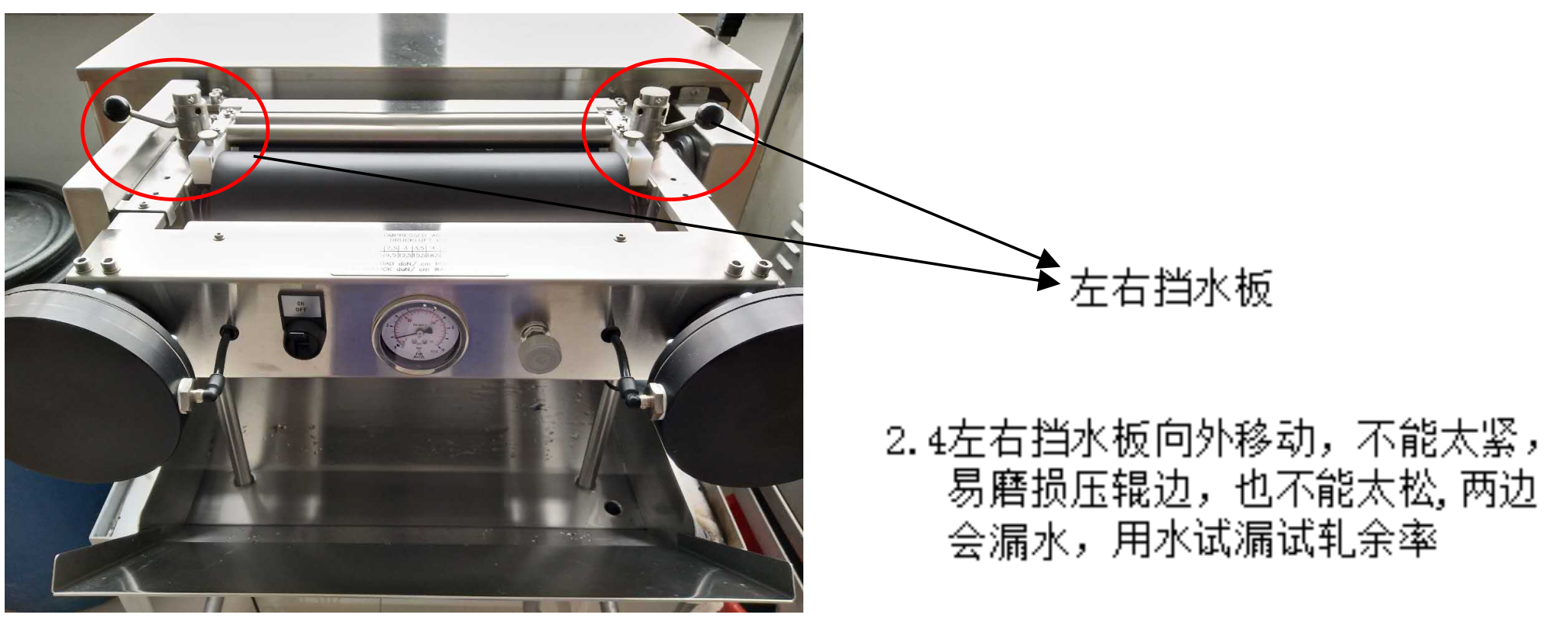
- 松开左右挡水板 → 洗干净压辊
- 逆时针慢慢扭动排出气压 → 均匀小轧车分开
- 向下关闭施压引擎 → 用脚踩一下转动踏板 → 均匀小轧车停止转动
- 扭动红色电源关闭按钮一下 → 黄色电源灯灭
四、打样操作规范
染液配比
倒染液操作
放入布样
浸轧操作
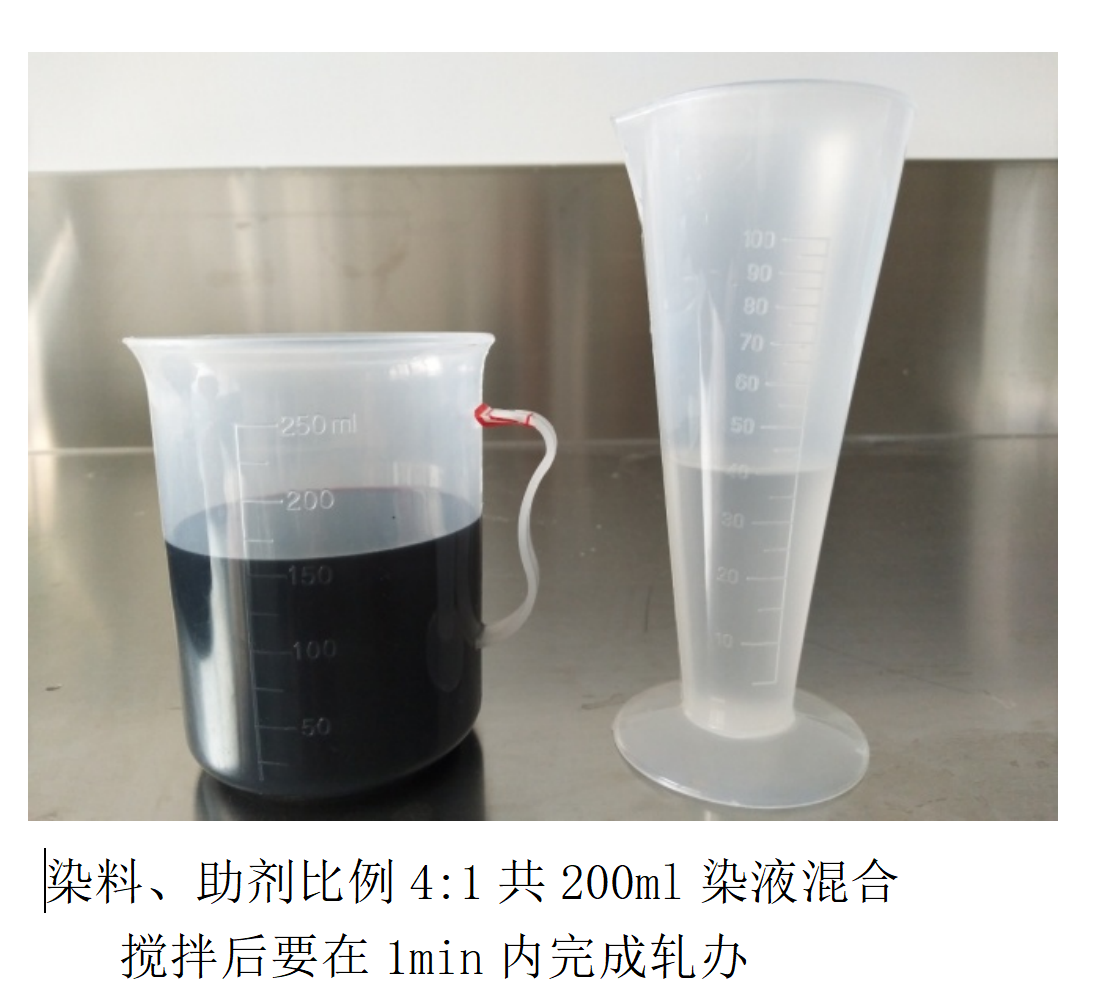
- 染料、助剂比例4:1共200ml染液混合,搅拌后要在1min内完成轧办。
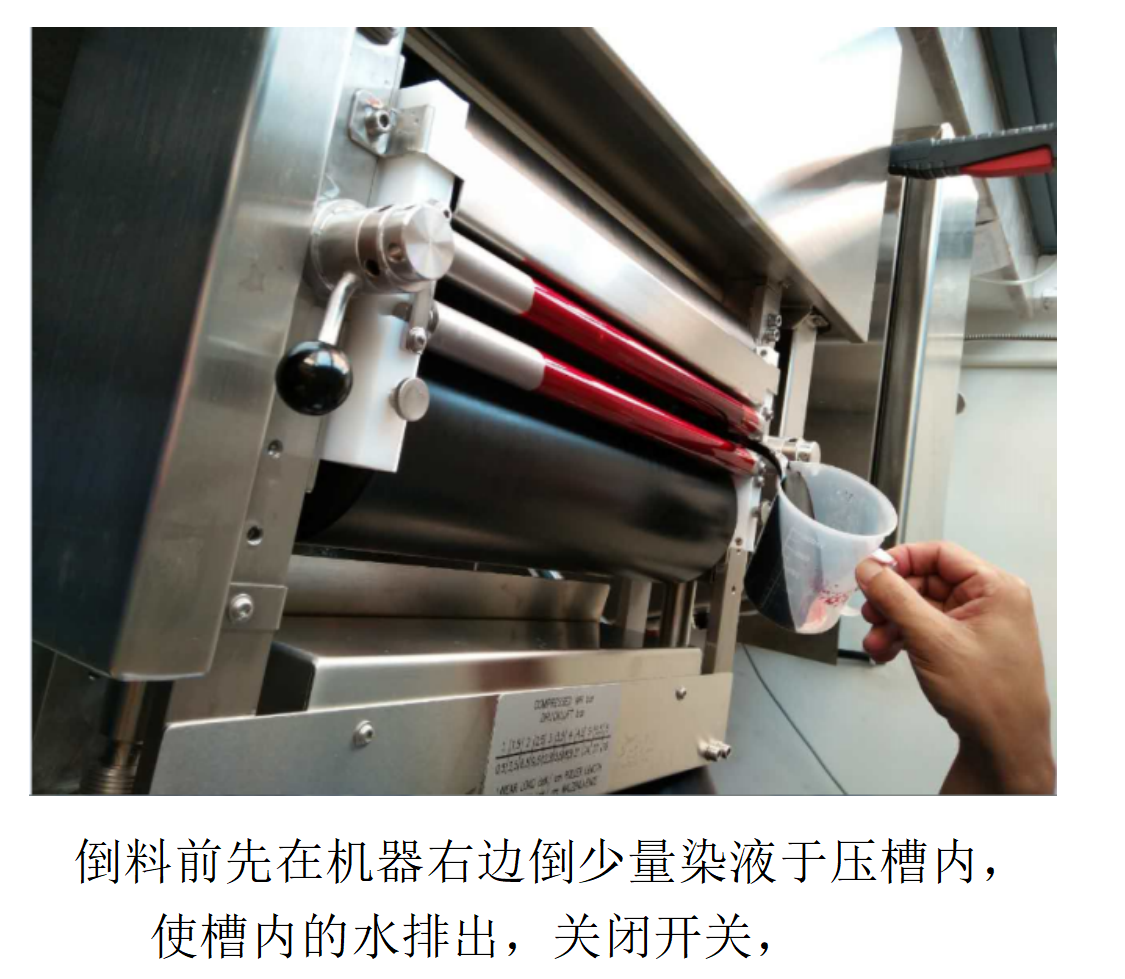
- 倒料前先在机器右边倒少量染液于压槽内,使槽内的水排出,关闭开关。
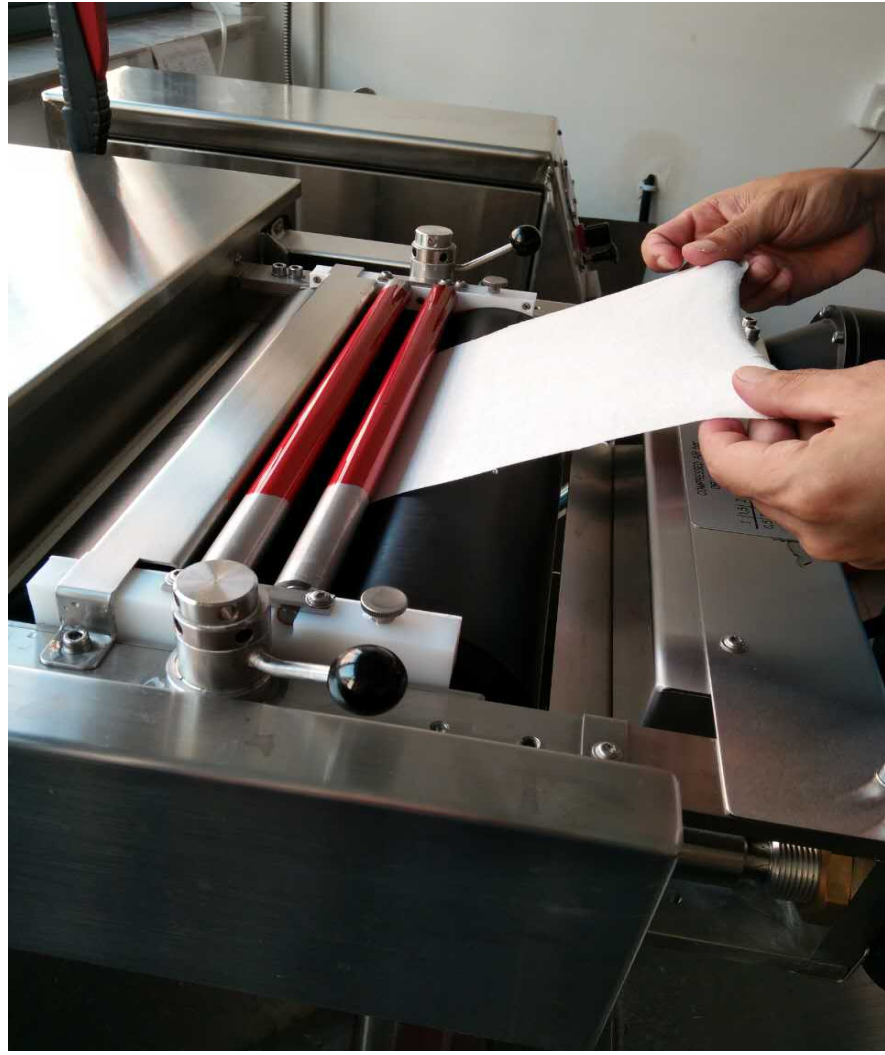
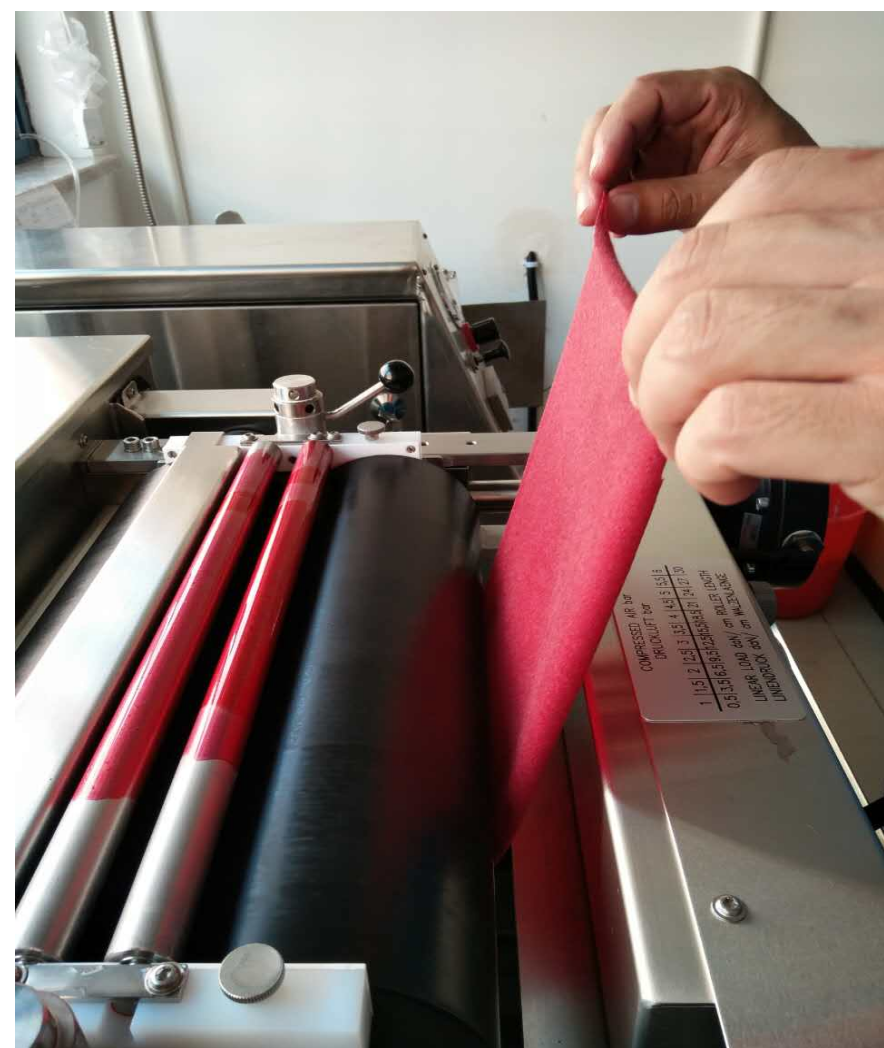
- 打样布按纹路经向15×20cm裁剪,手和布不能沾水珠,按经向慢慢放入料槽浸轧,并称重计算轧余率登记于打办卡上。
五、设备保养及维护方法
- 每日:检查压辊表面裂纹,明显时上报主管;断电后用细砂纸打磨,50℃以下温水冲淋压辊10分钟以上。
- 打磨后:测试硬度、左中右轧余率并记录。
- 每周:全面检修设备,测试硬度、轧余率一致性;检查左右挡水板磨损、排水管阻塞情况。
